Activity Feed › Forums › Sign Making Discussions › Neon, LED, Lighting › advice needed please with making Sign Trays
-
advice needed please with making Sign Trays
Posted by Adam Hilson on November 3, 2012 at 1:33 pmHi All
Im making my first sign tray for a shop fascia 720mm x 8760mm
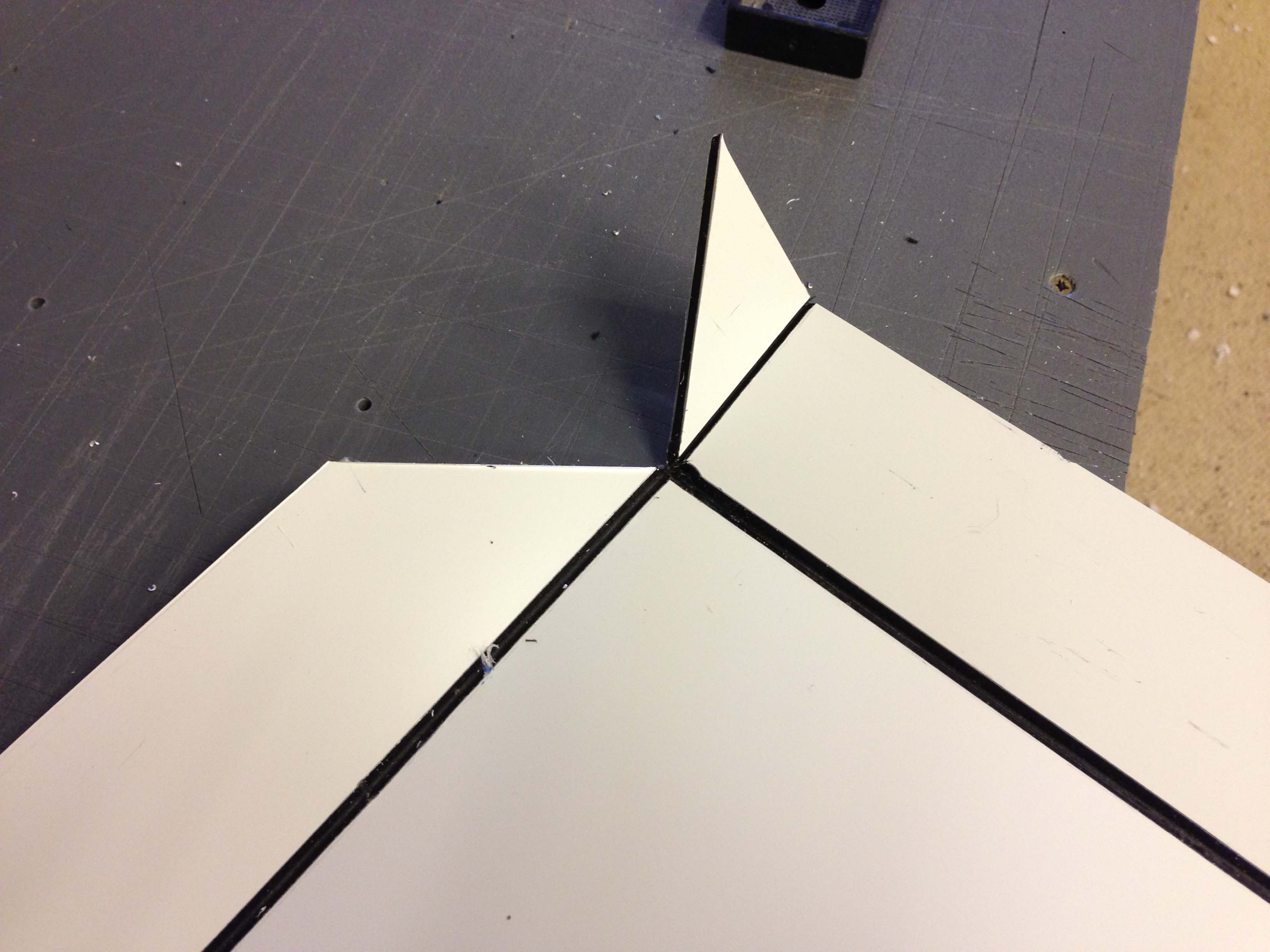
This is my trial. I have tried routing dibond by going through one side of alu and leaving a very thin bit of plastic on the bottom skin. but its got a 6" crack in on side when i folded it.
how many panels would you make it in
Also how do you finish off the joins/corners nicely
Thanks Adam
Moderator Edited to conform with Board Rules
Attachments:

 David Rogers replied 11 years, 6 months ago 8 Members · 13 Replies
David Rogers replied 11 years, 6 months ago 8 Members · 13 Replies -
13 Replies
-

While I don’t make my own, I have had them delivered to me like that, I suspect it’s a case of not cutting deep enough and / or over folding the edge.
Hugh
-
Hi Hugh
Cheers for the reply
Ill give it another go. How do you fix the corner tabs together neatly
Have you any picsCheers Adam
-
hi Adam, Like I say, I don’t make my own, they’re usually bonded with some kind of epoxy resin – very strong.
-
I put a little aluminium angle in the corner (inside) glued in place with Power Bond.
Grooving depth is important. Too shallow, and the bends wants to open, or they are difficult to bend. Too deep, and face damage can show. I groove panel thickness -1mm, i.e. on 4mm material the groove is 3mm. 90 Degree groover.
Also, consider making double returns on the sides. The panel becomes much stronger like that.
-

The groove probably isn’t deep enough which is why it has cracked. Did you struggle to bend it into shape?
You have used the method that dibond themselves recommend for dealing with the corners. i.e the joint itself is away from the actual corner – this means the joint is less visible (since it can only be viewed from the top or the bottom and is not seen at all from the sides) but many prefer to simply join at the corners and glue an angle section of aluminium in place. The joint can be disguised by using white sealant or even by applying a strip of white vinyl over it to hide the black core that otherwise can be seen
-

Is it true Dibond?
There are many cheaper composites now that aren’t suited to bending because the outer aluminium skin is too thin
-

for the corners we use wooden frames and screw into the frames, we then cover the screw heads with circle from white vinyl
also if u cut too deep you can make it split also by cuting out all the recycled core
-

Check with your supplier, the cheaper brands are to thin to be bent and will split like yours has. I think this is your problem.
-
Hi all
Thanks for the replies. It’s not proper dibond it’s Amari’s equivalent. How can I find out if its ok for sign trays and how do you know if the cuts deep enough or not.
Also I’m using a 90 degree router bit, should it have a flat on the tip.Thanks in advance Adam
-
 quote Glenn Sharp:Is it true Dibond?
quote Glenn Sharp:Is it true Dibond?There are many cheaper composites now that aren’t suited to bending because the outer aluminium skin is too thin
That’s what I used to think too.
Then I HAD to make a few trays out of cheapo i-bond / c-bond…and it worked perfectly fine.
Depth IS more critical to get right (leave 0.5mm plastic and the stupidly thin skin of 0.15mm) bends a treat.
I’ve also switched from using a 1/4" half round to a 7mm flat bit for a more radiused edge.
-
Cheers Dave
Does it not matter what bit is used/shape of the Chanel. Could the corner crack over time if its not right
Adam
-
quote DavidRogers:quote Glenn Sharp:Is it true Dibond?
There are many cheaper composites now that aren’t suited to bending because the outer aluminium skin is too thin
That’s what I used to think too.
Then I HAD to make a few trays out of cheapo i-bond / c-bond…and it worked perfectly fine.
Depth IS more critical to get right (leave 0.5mm plastic and the stupidly thin skin of 0.15mm) bends a treat.
I’ve also switched from using a 1/4″ half round to a 7mm flat bit for a more radiused edge.
I think you’ve been fortunate then David……we’ve done some tests with a few of the cheaper brands and have seen similar results to that in Adam’s picture
Surely the skin thickness must have some bearing on it or we could all be using hoarding grade ??
-
quote Glenn Sharp:quote DavidRogers:quote Glenn Sharp:Is it true Dibond?
There are many cheaper composites now that aren’t suited to bending because the outer aluminium skin is too thin
That’s what I used to think too.
Then I HAD to make a few trays out of cheapo i-bond / c-bond…and it worked perfectly fine.
Depth IS more critical to get right (leave 0.5mm plastic and the stupidly thin skin of 0.15mm) bends a treat.
I’ve also switched from using a 1/4″ half round to a 7mm flat bit for a more radiused edge.
I think you’ve been fortunate then David……we’ve done some tests with a few of the cheaper brands and have seen similar results to that in Adam’s picture
Surely the skin thickness must have some bearing on it or we could all be using hoarding grade ??
A few variables to contend with.
Skin thickness is a MAJOR factor if you (like me) use to skim all the way down the di-bond facing and bend the alloy and not any of the polyethylene core.
Also, cutter profile – ‘V’ or ‘C’ cuts make for very tight, stressed bends, flat cutters spread the radius over a wider area giving a rounded edge – all dependant on the amount of material left (plastic + alloy), ie. if you leave only alloy on the cheap stuff it absolutely will split/ tear.
Dave
Log in to reply.
