Activity Feed › Forums › Sign Making Discussions › CNC Router and Engraving › Advice for cutting foamex with CNC
-
Advice for cutting foamex with CNC
Posted by David Stevenson on October 24, 2022 at 9:16 pmHi, can anyone give me a few pointers regarding what bit, speed, etc to use when cutting foamex (foam board). Currently using a 4mm down cut end mill at 10,000rpm and cutting .3mm deeper than the board. Getting lots of furry edges which are a pain to remove. Is there any way to do this cleanly or is it just the nature of the beast?
Thanks
David
 David Stevenson replied 1 year, 8 months ago 2 Members · 2 Replies
David Stevenson replied 1 year, 8 months ago 2 Members · 2 Replies -
2 Replies

-

jeez, I am doing this from memory and could be way off!
Head travel speed about 1500-1700, though acrylic was 2000, I’m questioning myself already now. 😂
Acrylic cutting blade. I used a Single flute. (make sure your blade is sharp)
Try cutting into the waste board 1.0 mmUsing the vacuum suction pressure foot you will clear all that waste as your router. When that builds up behind the bit as it cuts, for whatever reason, it can stick together with the heat and become a mess to clear.
If your sheet material doesn’t have a protection film on the face. you can flip the sheet face down and cut the letters in reverse. this protects the face of the sheet from scratches and dull marks etc appearing.
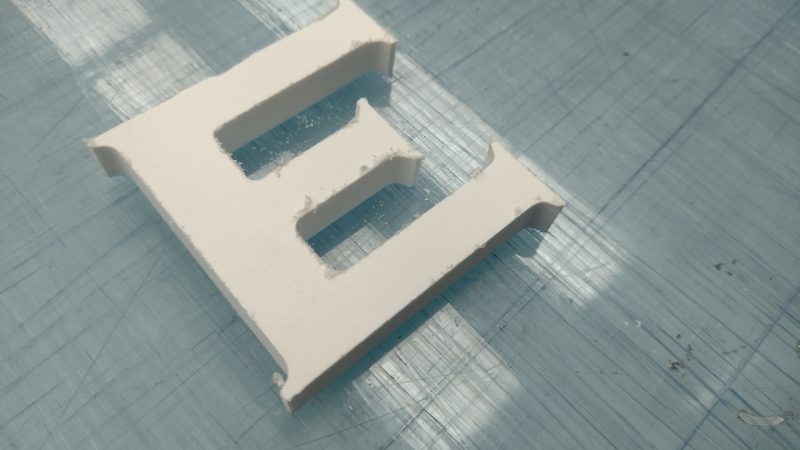
I am guessing those are about 19mm foamex? I would cut those letters in 3-4 passes to get a nice finish on the sides. Granted it takes longer, but the finish is nice and smooth. I know folk will do it in two passes but I always feel the edges are a bit iffy if the speeds aren’t bang on or the blade is a bit worn. Granted if the letters are high up or viewed at a distance it’s not going to be seen.
Do you have a vacuum bed? It doesn’t look like it is holding the material down properly. But that could be all the debris getting under the board and lifting it as the cutting progresses.
Your router vacuum bed below the MDF will be made of multiple grids. The grids will be broken down into cell chambers. like divider sections to isolate vacuum pressure. If the sheet you are cutting doesn’t cover the bed area. It may be an idea to close off some sections of the vacuum because it will greatly increase the suction pressure in the area your sheet is located.
When the MDF is on the router, wipe it down with a damp cloth. then wipe down the sheet you are cutting with a damp cloth. this removes any little fibres and crap sticking to the sheet. you would be amazed at the amount of suction lost with the slightest bits of whatever, between the MDF waste board and the Sheet you are cutting.If I was cutting a material for the first time or unsure about the bit or settings I was using. I would always take a bit of waste sheet material and cut some test Letters. This let me know if my settings and blade are all ok without wasting the sheet you intend using.
hope this is some help to you. I’m being vague, i know. 🤔🙂
-

Hi Robert, thanks for you input, it’s certainly food for thought. We’ll definitely try what you’ve suggested. The cutting a bit deeper might just be enough to take the rough edge further down into the spoil board instead of the edge of the media. The bed has 4 separate suction ares. If we’re not using a full sheet we normally put scrap material over the rest of the bed as recommended by the guys that’s supplied it however switching the areas not in use off would make sense to redirect the suction to the area in use.
We’d always vacuum the bed after each job to clean the dust but again wiping over with a damp cloth could remove any that the vacuum hasn’t lifted.
Would be nice just to lift the freshly cut parts off without the need to spend hours cleaning the edges but perhaps this is asking to much and sanding the edges is just the nature of the beast?
Will let you know how we get on next time we’ve a job to run.
Log in to reply.